avagy
Miből készítsük gazdaságosan a mozgó, terhelt gépelemeket?
1. PA 6 G vagy POM C ?
A két legjobban ismert általános használatú műszaki műanyag az öntött poliamid 6 és a POM C.
A Quattroplast Kft egy rendkívül szívós, stratégiai fontosságú öntött poliamid 6 terméket állít elő, a DOCAMID 6G H-t, mely a gépipar nélkülözhetetlen terméké vált. A másik anyagminőség, a POM C is rendelkezik néhány olyan tulajdonsággal, ami néhány tipikus alkalmazási helyen az elterjedését indokolta.
1.sz. táblázat. A legfontosabb jellemzők összehasonlítása:
| Jellemzők | Öntött poliamid 6 (DOCAMID 6G-H) | POM C (DOCACETAL C) | |
| Szilárdsági tulajdonságok | Közel azonos | ||
| Hőtani jellemzők | Közel azonos | ||
| Elektromos jellemzők | Közel azonos | ||
| Szívósság | jobb | gyengébb | |
| Kifáradási ellenállás | jobb | gyengébb | |
| Mérettartás nedves közegben | gyengébb | jobb | |
| Kopásállóság | jobb | gyengébb | |
| Piaci ár | kedvezőbb | drágább | |
| Forgácsolhatóság | ? | ? | ? |
 |  |
A következtetés egyszerű: ha nem nedves, vízalatti alkalmazás vagy egyéb precíziós, gyógyászati, élelmiszeripari gépeleméről van szó, akkor:
- megfelelő szilárdságú
- jó kopásállóságú
- gazdaságos
alkatrész gyártható öntött poliamidból (DOCAMID 6G H).
Mi az igazság a két anyag esztergálásával kapcsolatban?
A továbbiakban összehasonlítjuk a két anyag esztergálását és megmutatjuk, hogyan lehet termelékenyen és jól esztergálni az öntött poliamidot annak érdekében, hogy:
- műszakilag
- gazdaságilag
- élettartamban
a legjobbat érhessék el partnereink.
2. Forgácsolás általánosan ajánlott paraméterekkel.
Aki fémforgácsolás után barátkozik a műszaki műanyagok esztergálásával, az a kezdeti problémák és nehézségek (pl. forgácsoló kés anyaga, élszögei, vágósebesség, hűtés, kenés) tisztázása után – gyakorlati tapasztalatokon alapuló szakirodalmi ajánlások segítségével – elérheti rövid időn belül azt, hogy a kívánt egyenletes felületi minőség és tűrésmező biztosítható.
Többféle műszaki műanyag esztergálása után, betartva az irodalmi forgácsolási ajánlásokat, sok esztergályos arra a következtetésre jut, hogy a POM C egyszerűen és jól forgácsolható, a többi anyag már problémásabb és kevésbé termelékeny a technológia.
Igaz ez az állítás, vagy hamis?
A válasz egyszerű: részben igaz, részben nem!
- Igaz, mert az acélokhoz kissé hasonló a POM C forgácsolási viselkedése és viszonylag érzéketlen az esztergálási paraméterek változtatására.
- Hamis, mert hasonló forgácsolási teljesítmény és felületi minőség elérhető szívós öntött poliamiddal is, de nem mindegy, hogy milyen technológiai paramétereket alkalmazunk.
Az esztergálás megítélésénél egyik legfontosabb szempont a forgács leválása és eltávolíthatósága. Ebből a szempontból a ridegebb POM C forgácsleválása kedvezőbb, mert a szívósabb öntött poliamid 6 forgácsa folyóbb és szívósabb, nagyobb a késre és munkadarabra való feltekeredés veszélye.
Ebből következik, hogy a fő feladat a PA esztergálásnál:
- a forgácsleválás elridegítése,
- a forgács távoltartása a késtől és a munkadarabtól.
Nagyszámú előzetes kísérlet igazolta, hogy ez legegyszerűbben forgácstörő alkalmazásával és a fordulatonkénti előtolás növelésével oldható meg. (A legegyszerűbb esetet vizsgálva, mikor nem alkalmazunk forgácselszívást és hűtést- kenést.)
3. Öntött poliamid 6 esztergálásának optimalizálása, kísérleti bemutató.
Bemutatunk egy esztergálási minta-kísérlet sorozatot, ahol sem a DOCAMID 6G-H sem a DOCACETAL C esztergálásánál hűtést-kenést és forgácselszívást nem alkalmaztunk, így a forgácsleválás törvényszerűsége jobban demonstrálható. A kések élszögei a szakirodalmi táblázatoknak megfelelőek, a vágási sebességet csökkentettük a hűtés hiánya miatt 280 m/min-re, a fogásmélységet 2,5 mm-re választottuk egységesen.
Palástesztergáláshoz használt jellemzők, oldalélű esztergakés:
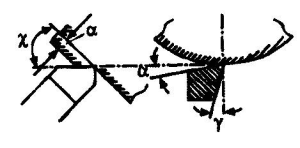 α – hátszög [ ° ] γ – homlokszög [ ° ] v – vágósebesség [m/min] s – előtolás [mm/ford.] χ – főél elhelyezési szög [ ° ] | JELLEMZŐK | POLIAMID 6 | POM C |
| α | 8 | 6-8 | |
| γ | 5 | 5 | |
| χ | 90 | 90 | |
| v | 280 | 280 |
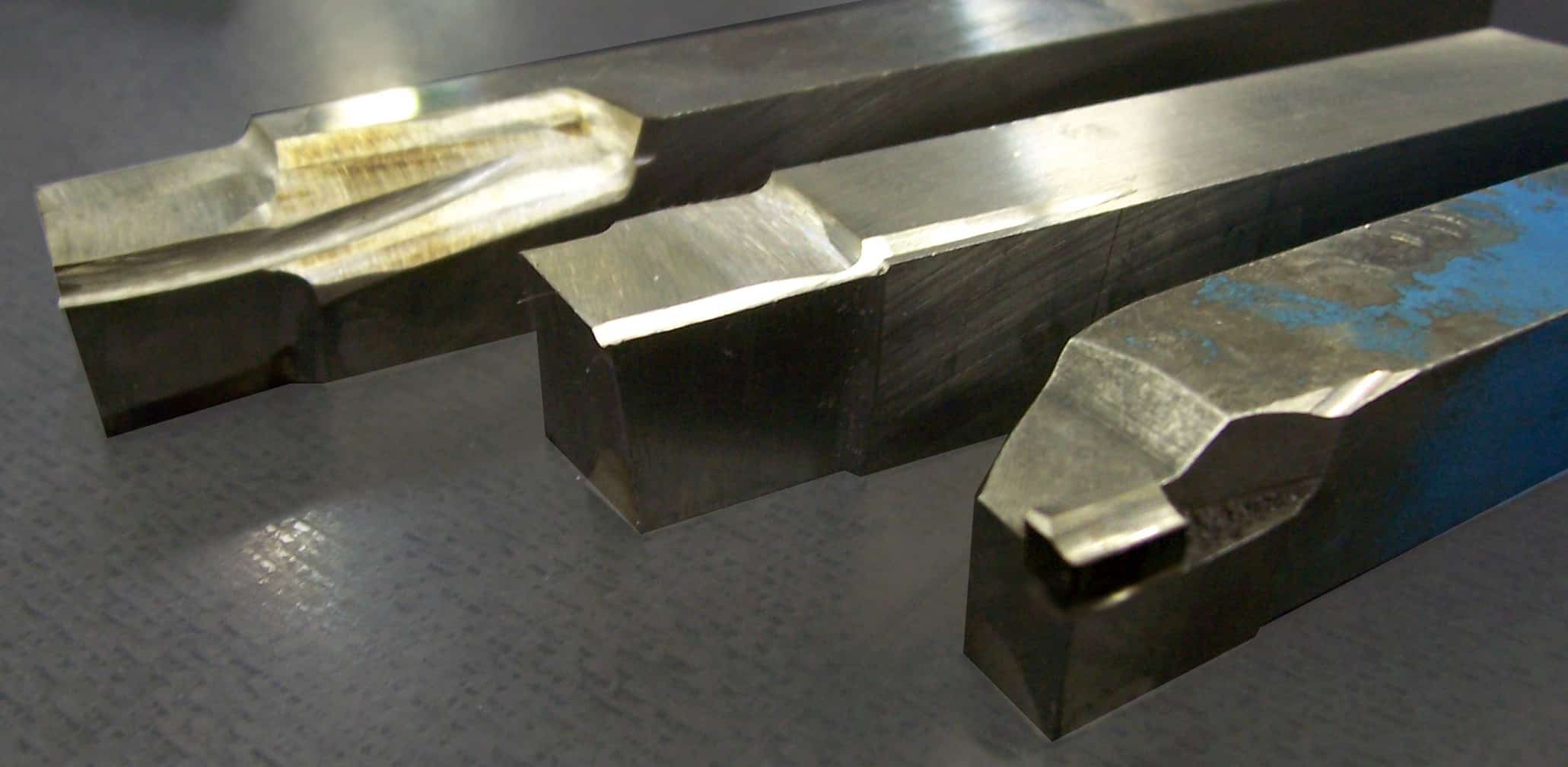
A kísérletekben három jellegzetes vágókés szerepel (1. ábra.):
1. Keményfémlapkás oldalélű esztergakés (2.ábra)
2. Oldalélű gyorsacél kés normál terelőszöggel, beköszörült normál forgácstörővel (3.ábra)
3. Oldalélű gyorsacél kés növelt terelőszöggel és kiemelt forgácstörővel (4. ábra)
 |
1. ábra. Oldalélű esztergakések (balról jobbra 3-2-1 sorrendben) |
 | |
2.ábra. Keményfémlapkás kés. λ terelőszög = 4°. Lágyívű „forgácstörő”, forgácskivezetés. | |
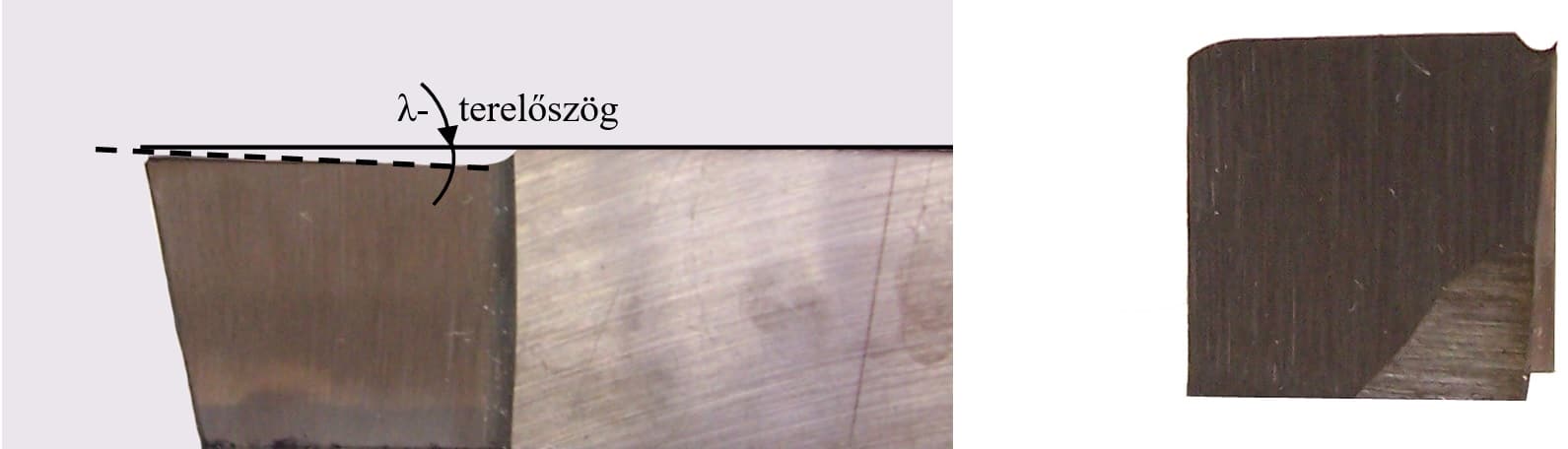 | |
3.ábra. Gyorsacél kés. λ terelőszög = 4°. Beköszörült normál forgácstörő, forgácskivezetés. | |
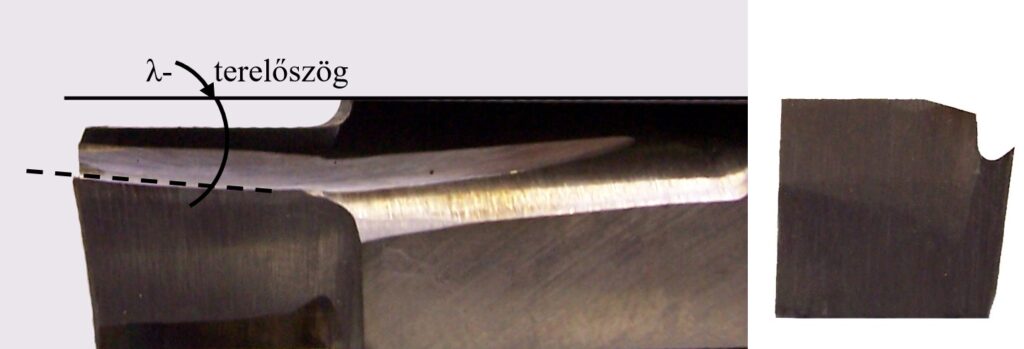
4.ábra. Gyorsacél kés. λ terelőszög = 6°. Kiemelt forgácstörő, ütköző forgácskivezetés
A 2. 3. és 4. ábra szemlélteti az egyik jelentős szempontot, a „λ- terlőszög”-et, mely alapvető fontosságú a DOCAMID 6G-H esztergálása szempontjából. A másik fontos technológiai paraméter a fordulatonkénti előtolás.
Az előkísérletek szerint, a szakirodalmakban a forgácsolókésekre és egyéb megmunkálási paraméterekre adott értékek javasolt tartományon belüli változtatása nem járt gyökeres változással sem a forgácsleválás, sem a felület egyenletessége szempontjából.
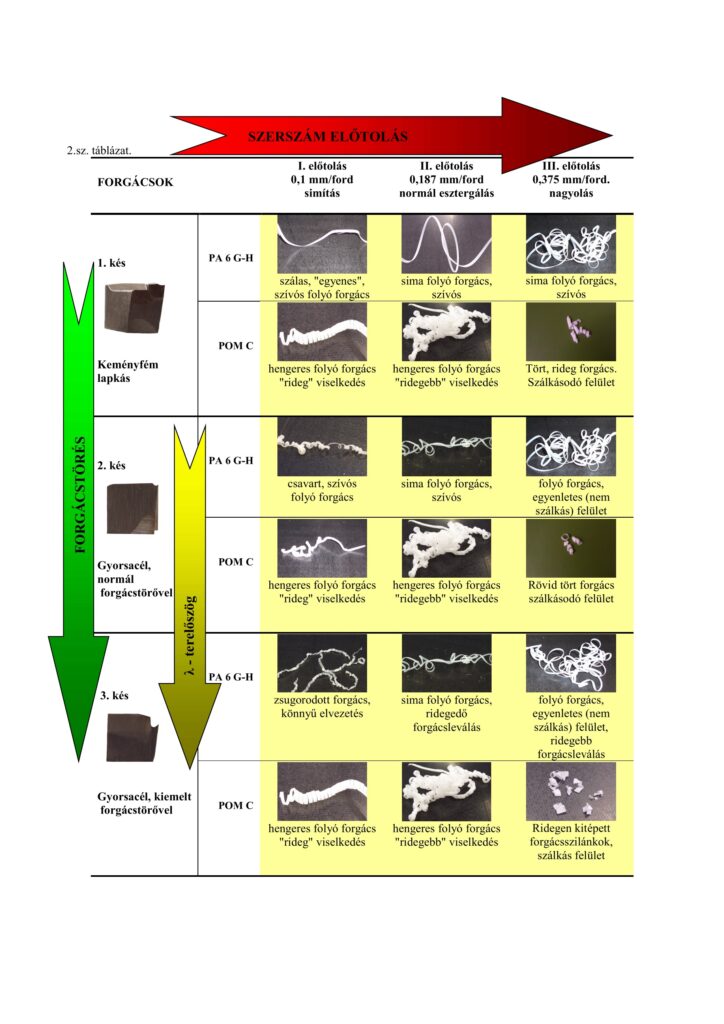
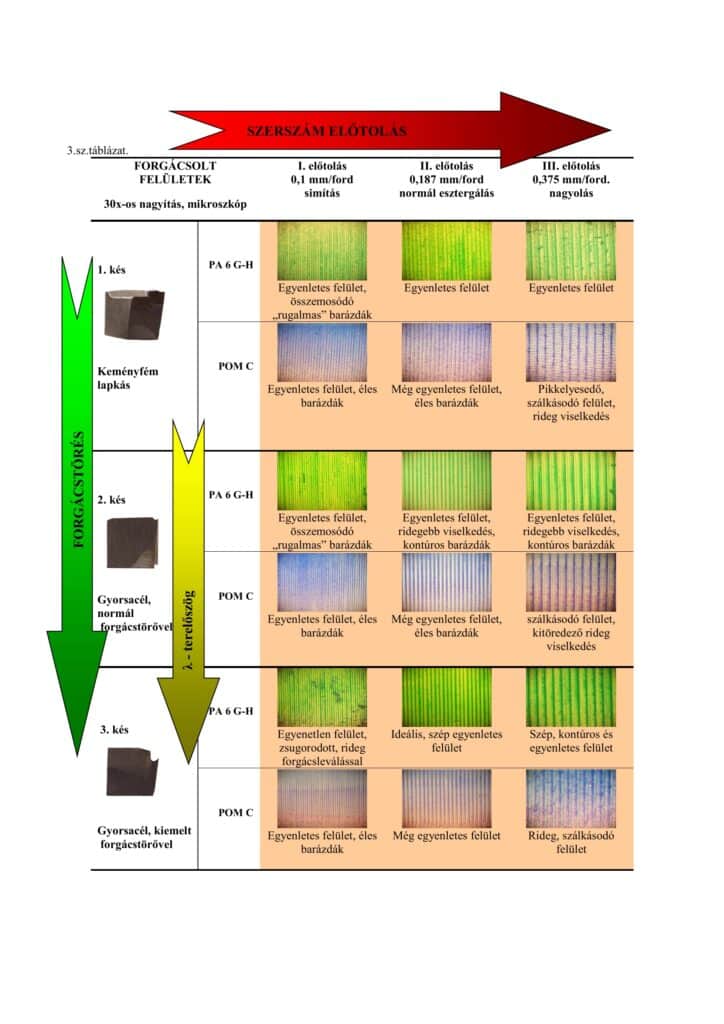
A 2. és 3. táblázat összefoglalja a „λ- terlőszög” és a fordulatonkénti előtolás hatását a POM C és DOCAMID 6G-H viszonylatában.
A kísérletek során az is bebizonyosodott, hogy a DOCAMID 6 G-H esztergálásánál az egyenletes forgácseltávolítást a késről és a munkadarab környezetéből, valamint a forgácsolt felület egyenletességét nagyban segíti a kenés. A poliamid felületre ecsettel felvitt olajos emulzió kismértékű adagolása is kedvezőbb eredményt szolgáltatott.
Ez a kenőhatás a POM C esetében nem okozott szignifikáns különbséget, látványos előnyt nem eredményezett.
4. Következtetések
- A szakirodalomban megadott forgácsolási paraméter-értékek általánosan megbízható, jó eredményt biztosítanak polimerek forgácsolásánál. A megadott érték-tartományokon belül az egyes esetek finomíthatók.
- Rendkívül fontos alapkövetelmény az éles, jól-köszörült szerszám.
- A táblázatos értékek betartásával a POM C forgácsleválasztása egyszerűbb az anyag ridegebb viselkedése – és többek között gyengébb kopásállósága – miatt.
- A POM C érzéketlenebb a forgácsolási paraméterek változtatásával szemben.
- A POM C ridegebb viselkedése korlátot jelent az esztergálás előtolásánál. 0,3 mm/ford. felett a felületi minőség hűtés- kenés nélkül jelentősen romlik. (A szakirodalmi ajánlások szerint viszont a vágósebesség 60%-kal nagyobb lehet, mint poliamid 6 esetén.)
- A DOCAMID 6 G-H szívós folyó forgácsa elridegíthető önmagához képest, ha kiemelt forgácstörőt köszörülünk a gyorsacél késbe.
- A DOCAMID 6 G-H szívós és kopásálló tulajdonsága miatt, a POM C-hez képest jóval nagyobb előtolással esztergálható, 0,3 mm/ford. feletti előtolásnál is szép, egyenletes felület biztosítható.
- A DOCAMID 6 G-H forgácsának eltávolítása a kés és a munkadarab környezetéből jelentősen javítható a „λ- terelőszög” növelésével.
- Minimum λ = 4º esetén a kés már képes a DOCAMID 6 G-H folyó forgácsát folyamatosan a kés mellett leengedni.
- Minimális kenés a munkadarab felületén jelentősen képes javítani a DOCAMID 6 G-H forgácsleválását (kisebb nyírási feszültség visszamaradása a forgácsfolyamban).
5. Javaslatok
A DOCAMID 6 G-H olyan szilárdsági jellemzőkkel rendelkezik, mint a POM C, de szívósabb, kopásállóbb és gazdaságilag kedvezőbb piaci árral rendelkezik.
A fent leírtak alapján a DOCAMID 6 G-H forgácsolási teljesítménye és felületi minősége eléri a POM C kedvező tulajdonságát, ha betartjuk a következő technológiai finomításokat:
- Használjunk tökéletesen köszörült gyorsacél kést!
- Köszörüljünk a késbe kiemelt forgácstörőt!
- Használjuk ki a terelőszög adta lehetőségeket. Minimum λ = 4º már előnyös forgácselvezetést ad.
- Esztergálhatunk nagy szerszámelőtolással ( 0.3 mm/ford feletti értékek is használhatók), így termelékenyebbé tehető az esztergálás.
- Simított felület is készíthető termelékenyen, nagy előtolással, csak a kés csúcssugarát növeljük meg. Minimum R = 0.6 mm csúcssugár esetén már simított felületet készíthetünk nagy előtolással.
- A poliamid felületre jutatott minimális kenőanyag tovább javítja a forgácseltávolítást, növeli a vágósebességet és előtolást.
Mindezek alapján válaszoljunk az 1. pont alatt feltett kérdésre:
A DOCAMID 6 G-H fent leírt esztergálási tulajdonságainak finomításával egy jó forgácsoló szakember ugyan olyan forgácsolási teljesítményt képes elérni, mint a POM C-vel általában.
Amennyiben nem meghatározó a POM C alkalmazását szükségessé tevő hatás, mint pl. nedves és vizes környezetben precíziós mérettartás, élelmiszeripari vagy gyógyászati különleges elvárások, akkor a DOCAMID 6 G-H továbbra is stratégiai jelentőségű alapanyag az általános gépiparban.
A leírt esztergálási javaslatok minimális plusz-költséget jelentenek a teljes technológiában, viszont:
- szívósabb
- kopásállóbb
- gazdaságilag versenyképesebb
gépelemet lehet előállítani általános gépészeti célra, elsősorban mozgó – súrlódó, gördülő – és dinamikus hatásoknak kitett alkalmazásokhoz.

